FDM-печать из ABS
ABS – популярный материал для FDM-печати, но не все так просто, как кажется. В этой статье я поделюсь своим опытом, расскажу о тонкостях работы с ABS, проблемах, с которыми можно столкнуться, и способах их решения. Будем честны, ABS – материал с характером, и понять его требует определенного подхода. Если вы только начинаете свой путь в мире 3D-печати, особенно с использованием термопластичного полиэтилена (FDM), то эта информация будет вам очень полезна.
Что такое ABS и почему он так популярен?
ABS (Акрилонитрилбутадиенстирол) – это термопластичный полимер, известный своей прочностью, ударопрочностью и устойчивостью к высоким температурам. Это делает его отличным выбором для изготовления функциональных деталей, которые будут подвергаться нагрузкам. По сравнению с PLA, ABS более устойчив к деформациям при высоких температурах, что важно для изделий, используемых в автомобильной промышленности, электронике или для создания защитных корпусов.
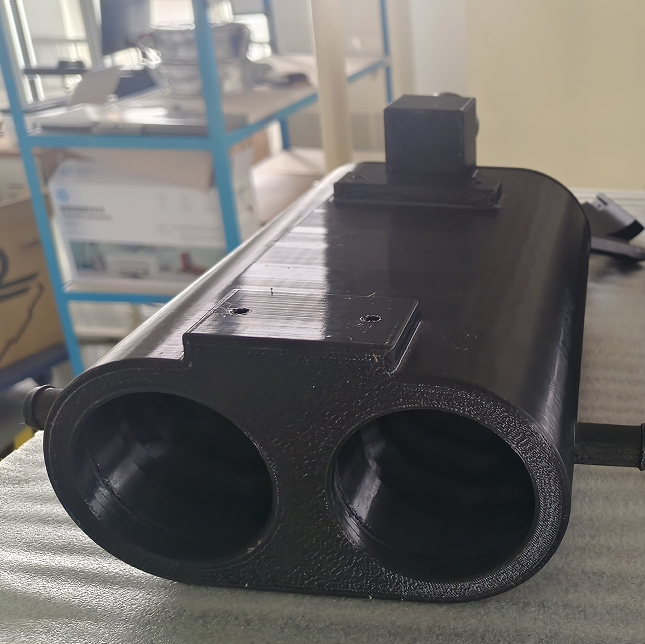
Я помню, как в начале своей карьеры, я часто сталкивался с проблемами при работе с PLA. Он был хорош для прототипов, но его не хватало для создания чего-то, что должно выдерживать реальные испытания. ABS – отличный выбор, когда нужна долговечность. Вот, например, я делал корпус для небольшого лабораторного прибора – PLA просто не подошел, он деформировался при длительной работе. ABS оказался идеальным решением.
Сложности печати ABS: что нужно знать заранее
Давайте сразу поговорим о неприятном. ABS – материал, который сильно подвержен усадке при охлаждении. Это означает, что детали могут деформироваться, коробление – обычное дело. Кроме того, он выделяет довольно сильные запахи во время печати, поэтому важно обеспечить хорошую вентиляцию.
- Усадка: Это, пожалуй, самая главная проблема. ФDM-печать из ABS всегда требует дополнительной корректировки параметров.
- Запах: ABS выделяет вредные вещества, поэтому печать лучше проводить в хорошо проветриваемом помещении или в специальной камере.
- Прилипание к столу: ABS плохо прилипает к столу, поэтому необходим подогрев стола и использование специальных адгезивов.
Оптимизация настроек печати для ABS
Вот где начинается магия! Правильная настройка параметров печати – ключ к успеху. Для печати ABS необходимо:
- Подогрев стола: Рекомендуемый диапазон 90-110°C. Я всегда начинаю с 100°C и корректирую в зависимости от результатов.
- Температура сопла: Обычно 220-250°C. Для некоторых филаментов может потребоваться немного больше или меньше.
- Скорость печати: Рекомендуется снизить скорость печати по сравнению с PLA, особенно для первых слоев. Обычно я начинаю с 40-60 мм/с.
- Вентилятор охлаждения: Охлаждение нужно минимизировать или вообще отключить для первых слоев, чтобы избежать коробления. По мере печати можно постепенно увеличивать скорость вентилятора.
- Адгезия: Используйте адгезивные материалы, такие как скотч, ка whitelist или специальный клей для 3D-печати.
Я часто использую скотч для прилипания первых слоев – это простой и эффективный способ. Для более сложных моделей я предпочитаю использовать ка whitelist. Это специальный клей, который обеспечивает очень хорошее сцепление с столом.
Выбор подходящего оборудования для печати ABS
Не все 3D-принтеры одинаково хорошо подходят для печати ABS. Важно, чтобы принтер имел подогреваемый стол и закрытую камеру. Закрытая камера помогает поддерживать стабильную температуру и снижает вероятность коробления.
В своем опыте я использовал несколько принтеров, но наиболее удачным оказался Prusa i3 MK3S+. Он имеет очень надежную систему подогрева стола и закрытый корпус, что позволяет мне стабильно печатать модели из ABS без проблем. Особенно хорошо он себя показывает при печати больших и сложных деталей. [Ссылка на сайт Qingdao Inlang Import and Export Co., LTD, если есть сайт и он содержит информацию о принтерах, подходящих для ABS.]
Решение распространенных проблем при печати ABS
Давайте разберем самые частые проблемы и как с ними бороться:
- Коробление: Если деталь короблится, попробуйте увеличить температуру стола, уменьшить скорость печати и включить вентилятор охлаждения.
- Отслаивание от стола: Если деталь отслаивается от стола, попробуйте использовать более сильный адгезив.
- Появление трещин: Если на детали появляются трещины, попробуйте уменьшить температуру сопла и увеличить скорость печати.
- Неправильное сцепление слоев: Повысьте температуру сопла, попробуйте печать с небольшими шагами.
Полезные советы и ресурсы
Несколько дополнительных советов:
- Экспериментируйте с параметрами печати. Каждый принтер и каждый филамент имеют свои особенности.
- Используйте слайсер, который хорошо оптимизирован для печати ABS (например, Cura или Simplify3D).
- Постоянно следите за процессом печати.
Хорошие ресурсы для изучения FDM-печати из ABS:
- Полезные статьи на [Ссылка на сайт Qingdao Inlang Import and Export Co., LTD, если есть сайт и он содержит полезные статьи] (nofollow)
- Форумы и сообщества 3D-печати (Reddit, Thingiverse).
А еще, никогда не бойтесь пробовать новое! 3D-печать – это увлекательный процесс, и чем больше вы экспериментируете, тем лучше у вас будет получаться.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 1200 x 600 x 600 мм принтер SC12060
1200 x 600 x 600 мм принтер SC12060 -
 FDM 3D принтер с открытой рамой 1x1x1м размером печати
FDM 3D принтер с открытой рамой 1x1x1м размером печати -
 PEEK/PEEK+CF/PEEK+GF/PEKK/PPSU/PPS/PC/ABS/ASA/PPA/PA 3Д ПРИНТЕР
PEEK/PEEK+CF/PEEK+GF/PEKK/PPSU/PPS/PC/ABS/ASA/PPA/PA 3Д ПРИНТЕР -
 3д Сервис-3D printing services
3д Сервис-3D printing services -
 складные платформенные тележки
складные платформенные тележки -
 PAHT -CF / PET-CF / PETG / PETG ESD / PETG-GF / PLApro принтер
PAHT -CF / PET-CF / PETG / PETG ESD / PETG-GF / PLApro принтер -
 3D принтер, для производства запчасти машин, корбуса роботов
3D принтер, для производства запчасти машин, корбуса роботов -
 3D печать ABS PLA пластиком
3D печать ABS PLA пластиком -
 ET001 Электрическая тележка
ET001 Электрическая тележка -
3Д принтер с двойными печатающими головками
-
 SLA печати SLA800 3Д принтер 0,8×0,8×0,5м размером печати
SLA печати SLA800 3Д принтер 0,8×0,8×0,5м размером печати -
 запчасти машин, дроссельный клапан-3д печати сервис
запчасти машин, дроссельный клапан-3д печати сервис